First of all, why would you want a lathe? A lathe is a useful tool for material removal when trying to make an object cylindrical, threaded, or even spherical when using a ball turning attachment. They can be used to wind springs or even for polishing items. Lathes prove their usefulness when you need a part that is no longer manufactured or you need to create a component that is a special order item that is expensive. This is why many people who restore old machines and vehicles have them.
Parts of a lathe and it's capacity
Before we get into this, lets first have a look at the various parts of a lathe.

Most lathes follow the same general layout. They have the headstock at one end, and the tailstock at the other with a carriage in between that slides on the bed. Now if you look at the tailstock in the image above, you will see it has a pointy tip piece - called a centre )see picture below of a tailstock with a centre).

This is removable and a similar piece can be inserted into the spindle when the chuck is removed. This distance is called the "distance between centres" and gives you the longitudinal capacity of the lathe. Now the distance from the centre of the spindle to the bed is called the lathe's "swing".
The swing measurement is different depending on if you have an American machine or European.
For example an American machine would be described as:
10 x 20 - meaning that it can turn a 10 inch diameter by 20 inches long piece
The identical machine described by the English convention would be described as:
5 x 20 - meaning it can turn a 5 inch radius by 20 inches long piece
The capacity of the machine is a main consideration as it dictates the work envelope you can handle. There are a number of other points that dictate the type of work you can do like:
- Spindle hole diameter - the hole diameter through the headstock
- Horse power of the machine - power to take deep cuts and turn tough materials
- Ability to thread - metric, inch or both
- Speed range of the machine - the ability to use carbide and achieve smooth finishes
- Rigidity - how rigid and heavy the machine is that allows deep cuts
I am a member of several machinist forums and this question comes up a lot. The features of the machine after the size will dictate how efficient it will be to use the machine. When we talk about the features of the lathe, we are usually referring to time saving features that reduce the amount of work the operator needs to do.
Leadscrew
A lathe without a leadscrew is not able to turn threads and is therefore limited in it's usefullness to a hobbyist. If you will only have 1 lathe, buy one with a leadscrew.
Quick change gearbox
The quick change gearbox or QCGB as it is often abbreviated is really a must on a hobby machine in my opinion. The gearbox allows you to change the speed of the leadscrew in relation to the workpiece in the chuck, meaning you can quickly change the feedrate of the tool - allowing you to get finer finishes and also cut different pitches. Even with a QCGB, you may still need change gears to have flexability in the number of different pitches you can cut. If the lathe requires change gears these will be located on the opposite side of the lathe from the tailstock:

Back gear
On older lathes a back gear is an assembly that allows the lathe to be run very slowly with greatly increased torque. This is a useful addition for threading into blind holes or to a shoulder. It is also very useful for turning large diameter pieces as at low rpm the linear speed of the workpiece will match the linear speed of a small piece spun at substantially higher rpm. Newer lathes may not have a back gear as this assembly may be in a seperate gear case or within the headstock gearing.
Automatic cross feed
Since I have assumed that you should only consider a lathe with a leadscrew, this means that you are guaranteed automatic slide feeding (refer to the below diagram for this part)

You should also try to get a machine with automatic cross feed as this simplifies parting and facing operations. Automated feeding and facing will give you a nice uniform finish with little effort like this:

Quick change toolpost
When using the lathe it will be likely that you will need to change tools in order to complete your project. The tools need to be lined up with the center line of the spindle in order to avoid chatter:

or leaving nubs or nipples:

There are different types of quick change tool posts but all of them allow you to quickly change out tools with preloaded toolholders that return to the correct height setting each time they are attached to the post. A QCTP is a very desirable piece of equipment but can be added afterwards. They usually replace the following types of tool posts:
Lantern type - found on old machines

Turret type - found on old or cheap new machines

There are different types of quick change tool posts and below are the most common types:
Dickson type


Aloris type


The quick change toolpost is one of - if not the biggest time saving piece of equipment you can get for your lathe. Try and find a lathe with the toolpost and extra holders as these can be expensive or even obsolete in some cases.
Camlock spindle
A camlock spindle is a spindle with an atatchment system that does not require the chuck to be threaded onto the spindle. This means that the chuck cannot spin free when the lathe is run in reverse. It uses a bayonet fitting that engages in the spindle where the cam lock is turned with the chuck key to secure the chuck onto the spindle:
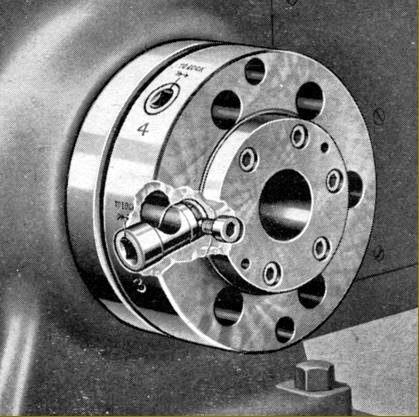

Although not absolutely critical, this is a very desirable feature as it allows you to safely operate the machine at high speeds in reverse and also change from 3 jaw chuck to 4 jaw and to collets very quickly. Just be aware though, obscure and rare spindle tapers and mounting types are often very expensive.
Digital read out
The ability to digitally read the measurements from a screen makes life much easier - especially for the novice. It helps eliminate errors due to backlash (wear in leadscrews and nuts that can cause measurement errors if not compensated for). These are manufactured by a variety of companies and not all are created equal, however all look quite similar:

Spindle brake and clutch
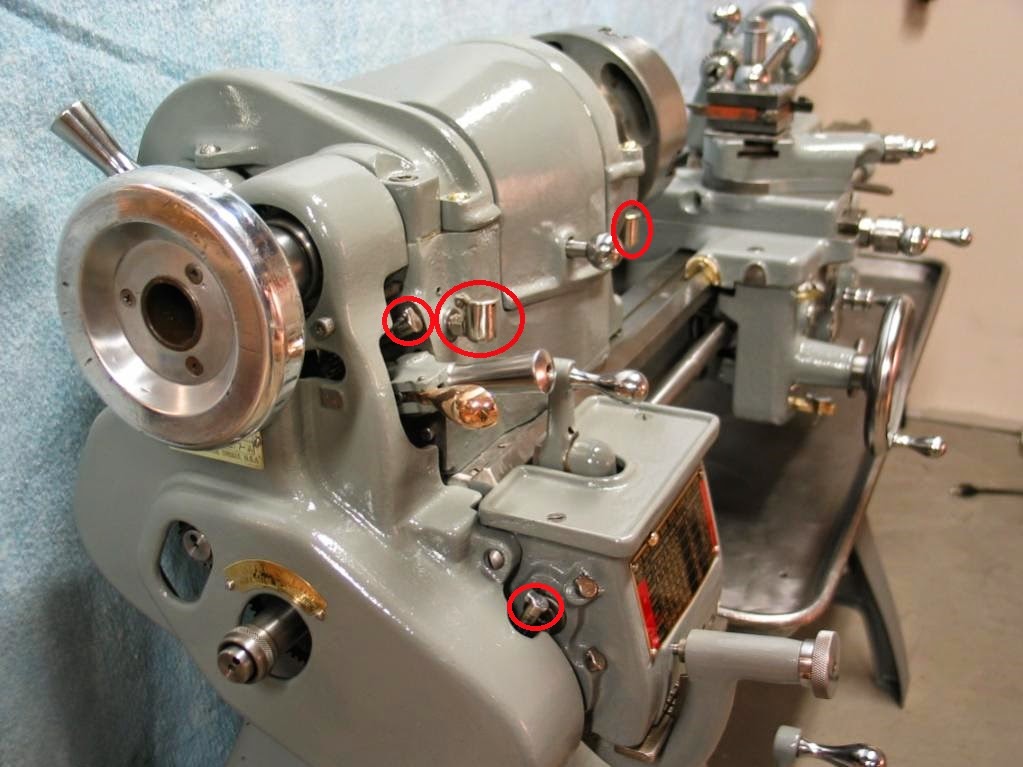
A spindle brake allows you to bring the spindle to a halt quite quickly. This is very useful when you are turning something heavy as the inertia will keep the chuck spinning for minutes. A clutch is also a great feature as it allows you to keep the motor running and still stop the spindle, change gears etc. This also means that for those with an electrical circuit that is on the weak side, you can limit the in-rush current strain on the circuit by having the lathe running and still be able to start other machines. Reducing the number of stops and starts on the motor increaes it's life span too. I never thought these features would be useful until I bought my Colchester Chipmaster. Now I wonder how I lived without it.
Most clutches are engaged using a leaver, either on the apron or on the headstock;

Most clutches are engaged using a leaver, either on the apron or on the headstock;

With the machines that have the clutch on the headstock, the same leaver usually engages the brake as well. If the brake is mechanical rather than electro-magnetic, the headstock leaver type is obviously weaker than a foot operated brake like the example below:

This is why foot brakes are often seen on industrial machines.
Lathe lubrication systems
Lubrication to the headstock bearings
I believe that at this point it is important to mention lubrication for the lathe. Many of the older lathes had splash lubricated headstock bearings. This means that as the gears rotate, oil sticks to the teeth and is flung about the headstock, circulating the oil and thereby oiling all the parts within the headstock. See below:

Oil pumps allow the oil to be circulated and actively filtered. It also allows the oil to be injected exactly where needed. If you can't tell if the lathe you are looking at has an oil pump system, remove the headstock cover and take a peek inside. The hoses are a dead give away:

Some older machines such the South Bend Heavy 10 have a system that uses oil cups. These cups are topped up with oil regularly, and the oil is wicked to where it is needed through felt wicks. This lubrication system is often seen on machines that use oilite bronze headstock bushes:
Lubrication to the carriage
A lathe starts to wear the second you begin using it. The easier it is to keep contact surfaces oiled, the more likely it is that they will be oiled and the less wear the lathe will experience. On many lathes, oil lubrication to the leadscrews and ways is manual. The presence of oil ports indicates that the machine requires an oil can or pump to inject oil through to the surfaces:

These are often small and quite easy to miss. They are also prone to getting blocket or painted over on older machines. Do NOT ignore oil ports. Take the time to clean them and make a habit of oiling them every time you use your machine if you want to maintain it's accuracy as long as possible.
Alternatively, some lathes have built in oil pumps on the carriage. The Colchester Triumph 2000 for example has a piston that once pushed a few times, oils the ways and lead screws simultaneously. It is conveniently located near the cross slide wheel so there is no excuse for not keeping things well lubed:

There are after market options available such as One Shot. This system requires you to install and connect the plumbing but is worth the effort if you tend to be slack with oiling and maintenance:

Lathe bed profiles
Lathe beds come in a variety of profiles. Most that I have seen are the typical v type where the carriage rides in one v, while the tailstock rides in the other:

Some lathes such as the Weiler Primus have flat ways:
 Some other lathes have a round bed with a key that keeps the carriage aligned:
Some other lathes have a round bed with a key that keeps the carriage aligned:
 Dual round bars:
Dual round bars:

... and even solid dovetail such as on the wonderful Hardinge HLVH:
 Whichever type of bed the lathe has, the accuracy and surface finish of your work will depend to a large degree on the bed's rigidity. As a general rule, the more solid, heavy and wider the bed and ways, the better. A second general rule, the ways should be as wide or wider apart than the distance from the center of the ways to the spindle. The Rosenfors below takes this to the extreme:
Whichever type of bed the lathe has, the accuracy and surface finish of your work will depend to a large degree on the bed's rigidity. As a general rule, the more solid, heavy and wider the bed and ways, the better. A second general rule, the ways should be as wide or wider apart than the distance from the center of the ways to the spindle. The Rosenfors below takes this to the extreme:

Alternatively, some lathes have built in oil pumps on the carriage. The Colchester Triumph 2000 for example has a piston that once pushed a few times, oils the ways and lead screws simultaneously. It is conveniently located near the cross slide wheel so there is no excuse for not keeping things well lubed:
There are after market options available such as One Shot. This system requires you to install and connect the plumbing but is worth the effort if you tend to be slack with oiling and maintenance:
Lathe bed profiles
Lathe beds come in a variety of profiles. Most that I have seen are the typical v type where the carriage rides in one v, while the tailstock rides in the other:
Some lathes such as the Weiler Primus have flat ways:
... and even solid dovetail such as on the wonderful Hardinge HLVH:

It's also VERY desirable to get a lathe with hardened ways. This means that the bed has either been flame or induction hardened resulting in reduced surface wear when compared to non hardened ways.
Old versus new lathes
This discussion comes up all the time on the various forums. Some prefer old while others like the features found in newer lathes.
My opinion is that there are nice old lathes out there but you need to be patient and know where to look. I personally like old European machines as they have a feel and quality of finish not found in Chinese machines today.
That said, any lathe is better than no lathe when you need to manufacture something. This article gives a good example of what an old beater can do:
In (modest) praise of clunkers
One very important thing to consider when buying an old or used machine are the safety features. Old machines are often lacking an emergency shut-off and brake. This can be remedied with a VFD for a 3 phase machine.
Before you buy a lathe, I would urge you to take the time and learn how to test the accuracy of the machine. If in doubt, make friends with a machine rebuilder or decent machinist and bring them along with you.
Many machines also have quirks that are specific to the particular make. Things to check are:
- Run-out
- Leadscrew backlash and wear
- Bed wear
- Bearing noise
- Electrical system
- Clutch and spindle brake
- Spindle taper surface (damage may make the chuck / collets run out)
- Headstock oil pump (if the oil pump is not working - this may indicate worn bearings)
http://www.lathes.co.uk
There are also a number of fourms where knowledgable people hang out. One that I haunt is the hobby machinist forum:
hobby-machinist
This forum is the friendliest I have found for beginners and is a great resource for those starting out.
When all is said and done, you need to do the homework for yourself when purchasing a machine. Take opinions for what they are worth and don't leave finding a suitable machine to luck. Work out the capacity, features and budget and then start scouring the used and new market.
Good luck in your lathe shopping and I hope you found this blog article helpful.
Thank you very much for your great work, I appreciate your vast knowledge and clear explanations.
ReplyDeleteBest
Micha
Thank you very much for your great work, I appreciate your vast knowledge and clear explanations.
ReplyDeleteBest
Micha
I just wanted to add a comment to mention thanks for your post. This post is really interesting and quite helpful for us. Keep sharing.Marvellous post by the author.
ReplyDeleteIndustrial machine and tools
I want to share a testimony on how Le_Meridian funding service helped me with loan of 2,000,000.00 USD to finance my marijuana farm project , I'm very grateful and i promised to share this legit funding company to anyone looking for way to expand his or her business project.the company is funding company. Anyone seeking for finance support should contact them on lfdsloans@outlook.com Or lfdsloans@lemeridianfds.com Mr Benjamin is also on whatsapp 1-989-394-3740 to make things easy for any applicant.
ReplyDeleteI worked at my fathers machine shop primarily on a Clasuen Lathe, and Bridgeport machines. I miss the Bridgeport. The lathe issues that you covered, I was unaware of and took for granted. Good job on the lathe coverage.
ReplyDeleteI'm very excited about getting into machining, as an adjunct to my lifelong love of auto restoration. I'm struggling with the age old question of used vs. new/asian. This article was very helpful and will allow me to more accurately assess older machines. Thanks so much!
ReplyDeleteInformative post related machinery now you can check our manual lathes and vertical lathes booklet for your needs in uk
ReplyDelete